
Hard gelatin capsules consists of two parts namely ‘cap’ and ‘body’. The diameter of the cap is slightly larger than the body. But the length of the cap is smaller than the body. The drug is filled in the body and is inserted into the cap to give the final form capsule.
Table of Contents
Advantages of Hard Gelatin Capsules
- They are more elegant in appearance.
- They are easy to transport.
- They are tasteless and odorless shells.
- They are suitable for drugs possessing unpleasant taste and odor.
- Provide ready bioavailability of drug because of minimal excipients and little pressure applied during manufacturing.
- Provide enteric effect.
- They are uniquely suitable for blinded clinical trials and are widely used in preliminary drug studies.
Disadvantages of Hard Gelatin Capsules
- They are not suitable for extremely soluble materials, such as potassium chloride, potassium bromide, and ammonium chloride, because the sudden release of these drugs may irritate the gastric mucosa.
- They are not suitable for efflorescent materials because they absorb moisture and cause softening of capsules.
- They are not suitable for aqueous or hydroalcoholic solutions.
- The filling process is laborious and time-consuming. Therefore production rate is slower than tableting.
Formulation of Gelatin Shell
Gelatin shell contains:
- Gelatin (main ingredient),
- Plasticizers,
- Opacifying agents,
- Colouring agents,
- Flavoring agents,
- Sweetening agents,
- Preservatives,
- Water, and
- Acids.
Gelatin: Gelatin is a heterogeneous product derived by irreversible hydrolytic extraction of treated animal collagen.
Properties of gelatin depend on:
- Parent collagen,
- Method of extraction,
- pH value,
- Thermal degradation,
- Electrolyte content.
Sources of Gelatin:
- Animal bones,
- Frozen pork skin,
- Hide portion.
Types of Gelatin:
- Type A: It is derived from the acid-treated precursor. This type of gelatin possesses an isoelectric point in the region of pH 9.0.
- Type B: it is derived from an alkali-treated precursor of bones. This type of gelatin possesses an isoelectric point in the region of pH 4.7.
The film of capsules made from bone gelatin is tough and firm. But film tends to be hazy and brittle. Capsules made from pork skin gelatin possess plasticity and clarity, these are responsible for reducing hazy or cloudiness. In practice, both the types of gelatine are used in combination to give all the desired properties to capsules.
Plasticizers: It increases the plasticity of the film. E.g. glycerine, sorbitol, propylene glycol.
Colouring Agents: These are used to impart color to the body and cap. E.g. water-soluble dyes, certified lakes, and vegetable colors. They are used either alone or in combination.
Opacifying agents: These are used to give opacity to the gelatin film. E.g. Titanium dioxide.
Flavoring agents: These are used in a concentration of not more than 2%. E.g. ethyl vanillin, essential oils.
Sweetening agents: E.g. Sugar is not more than 5%.
Preservatives: E.g. methylparaben, potassium bisulfite.
Formulation of Capsule Content
Capsules mostly contain active ingredients, however, the following ingredients are also used in the manufacturing of capsules:
- Glidants: e.g. talc, magnesium stearate, colloidal silica.
- Fillers (diluents): e.g. lactose, starch, dicalcium phosphate.
- Disintegrants: e.g. crospovidone, croscarmellose sodium.
- Surfactants: e.g. sodium lauryl sulfate, sodium socusta.
- Hydrophilic agents: e.g. methylcellulose, hydroxyl ethyl cellulose.
Manufacturing of Hard Gelatin Capsule Shell
Dipping: Pairs of stainless steel pins are dipped into the dipping solution to simultaneously form the caps and bodies. The pins are lubricated with a proprietary mold-release agent. The pins are at ambient temperature. (about 228o C), whereas the dipping solution is maintained at a temperature of about 508o C in a heated, jacketed dipping pan. The length of time to cast the film has been reported to be about 12 seconds, with larger capsules requiring longer dipping times.
Rotation: After dipping, the pins are withdrawn from the dipping solution, and as they are done so, they are elevated and rotated two and a half times until they are facing upward. This rotation helps to distribute the gelatin over the pins uniformly and to avoid the formation of a bead at the capsule ends. After rotation, they are given a blast of cool air to set the film.
Drying: The racks of gelatin-coated pins then pass into a series of four drying ovens. Drying is done mainly by dehumidification by passing large volumes of dry air over the pins. Only a temperature elevation of a few degrees is permissible to prevent film melting. Drying must not be so rapid as to cause “case hardening” of the outer surface of the forming shells that would impede further moisture removal. Overdrying must be avoided as this could cause films to split on the pins due to shrinkage or at least make them too brittle for the later trimming operation. Under drying will leave the films too pliable or sticky for subsequent operations.
Stripping: A series of bronze jaws (softer than stainless steel) strip the cap and body portions of the capsules from the pins.
Trimming: The striped cap and body portions are delivered to collets in which they are firmly held. As the collets rotate, knives are brought against the shells to trim them to the required length.
Joining: The cap and body portions are aligned concentrically in channels, and the two portions are slowly pushed together. The entire cycle takes about 45 minutes, however, about two-thirds of this time is required for the drying step alone.
Sorting: During sorting, the capsules passing on a lighted moving conveyor are examined visually by inspectors. Any defective capsules spotted are thus manually removed. Defects are generally classified according to their nature and potential to cause problems in usage. The most serious of these defects are the ones that could cause stoppage of a filling machine such as imperfect cuts, dented capsules, or those with holes. Other defects may cause problems on usage, such as capsules with splits, long bodies, or grease inside. Many less important, cosmetic faults, which only detract from appearance, also may occur (small bubbles, specks in the film, marks on the cut edge, etc.).
Printing: In general, capsules are printed prior to filling. Empty capsules can be handled faster than filled capsules, and should there be any loss or damage to the capsules during printing, no active ingredients would be involved. Generally, printing is done on offset rotary presses having throughput capabilities as high as three or four million capsules per hour. Available equipment can print either axially along the length of capsules or radially around the circumference of capsules.
Sizes and Shapes of Hard Gelatin Capsule Shell
For human use, empty gelatin capsules are manufactured in eight sizes, ranging from 000 (the largest) to 5 (the smallest). The volumes and approximate capacities for the traditional eight sizes are listed below.
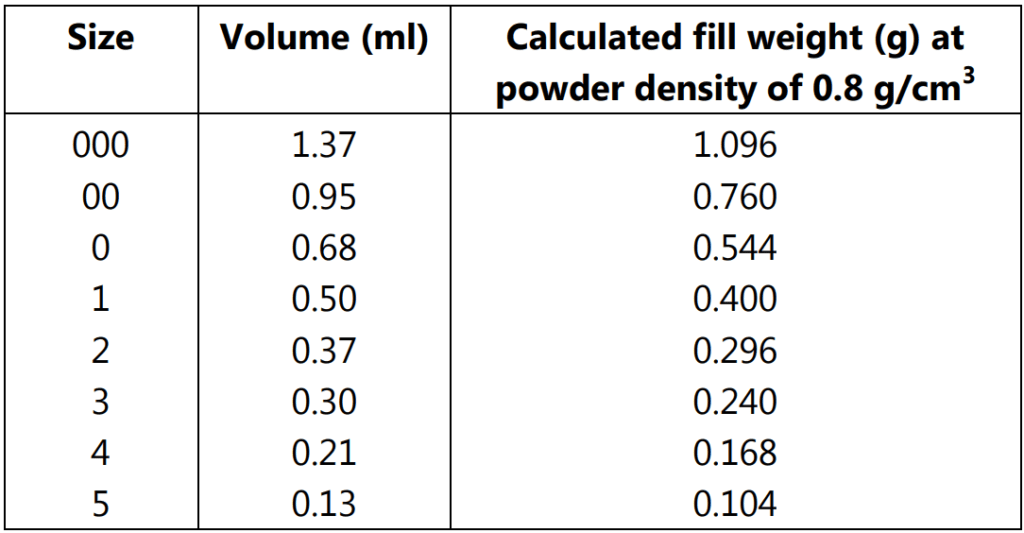
Although the standard shape of capsules is the traditional, symmetrical, cylindrical shape, some manufacturers have employed distinctive proprietary shapes. Lilly’s Pulvule-1 is designed with a characteristic body section that tapers to a bluntly pointed end. Glaxo Smith Kline’s Spansule1 capsules exhibit a characteristic taper at both the cap and body ends.
Filling of Hard Gelatin Capsules
Rectification
The empty capsules are oriented so that all point in the same direction, that is, the body ends downward. In general, the capsules pass one at a time through a channel just wide enough to provide a frictional grip at the cap end. A specially designed blade pushes against the capsule and causes it to rotate about its cap end as a fulcrum. After two pushes (one horizontally and one vertically downward), the capsules will always be aligned body end downward, regardless of which end entered the channel first.
Separation of caps from bodies
This process also depends on the difference in diameters between cap and body portions. Here, the rectified capsules are delivered body end first into the upper portion of split bushings or split-filling rings. A vacuum applied from below pulls the bodies down into the lower portion of the split bushing. The diameter of the caps is too large to allow them to follow the bodies into the lower bushing portion. The split bushings are then separated to expose the bodies for filling.
Dosing of fill material
Various methods are employed, which are described below.
Filling (dosing of material) can be done by:
- Auger fill principle (Gravitational forces)
- Vibratory fill principle (Overfill/Scrape-off excess)
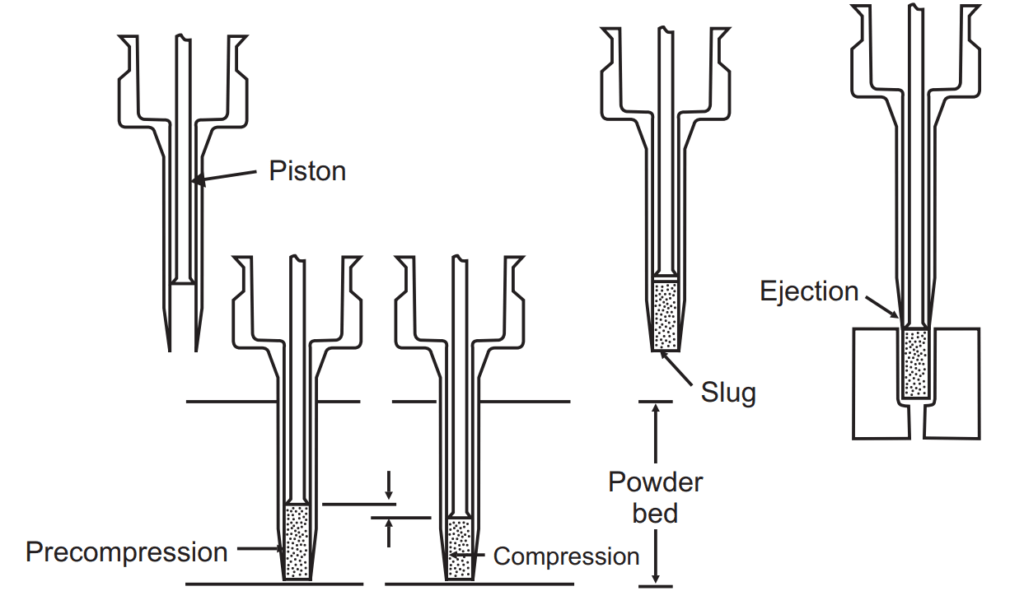
- Piston tamps principle (Pressured measured): Again there are two types of fillers:
- Dosator machine,
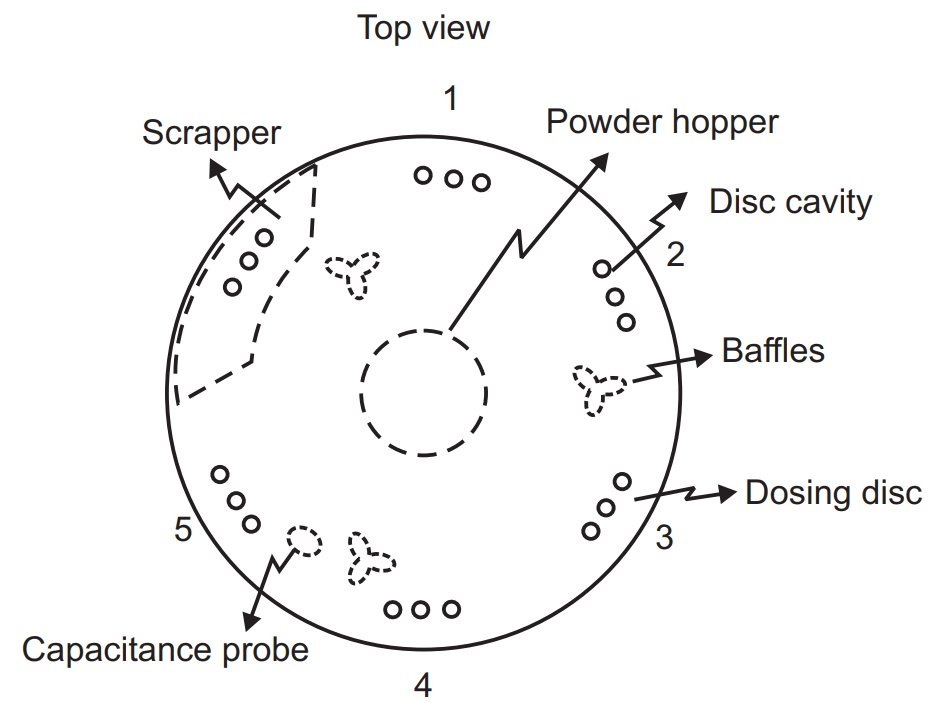
- Dosing disc machine.
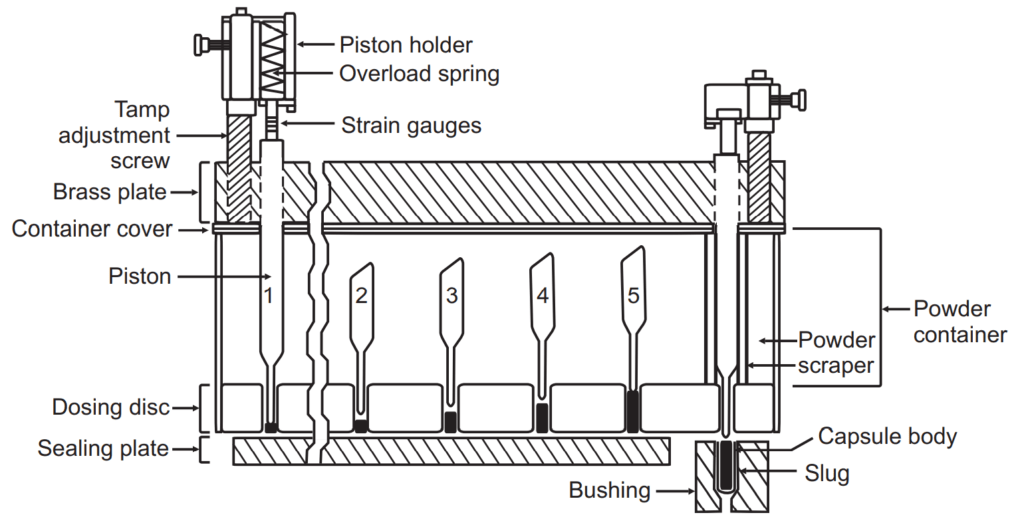
Note the placement of strain gauges on the piston to measure tamping and plug ejection forces
Fig 1.1: Dosing-disc filling principle
Replacement of caps and ejection of filled capsules
The cap and body bushing portions are rejoined. Pins are used to pushing the filled bodies up into the caps for closure, and to push the closed capsules out of the bushings. Compressed air also may be used to eject the capsules.
Sealing and Locking of Capsules
- Bodies are moistened with brush and painted with acacia mucilage.
- Caps are placed on wet paper before fixing
- Hard-gelatin capsules are made self-locking by forming indentations or grooves on the inside of the cap and body portions. Thus when they are fully engaged, a positive interlock is created between the cap and body portions.
Examples include Posilok1 (Qualicaps, Inc., Whitsett, North Carolina, U.S.) and Coni-Snap1 (Capsugel, Div. Pfizer Inc., Greenwood, South Carolina, U.S.). The rim of the body portion of Coni-Snap capsules is tapered to help guide the cap onto the body. In high-speed automatic capsule filling machines, this feature can reduce or eliminate snagging or splitting of capsules. Both brands of locking capsules are closed by a pre-lock feature based on indentations formed further down on the cap that keeps the caps and body pieces of the empty capsules together during shipping and handling but allows their easy separation for capsule filling. The Coni-Snap principle with the pre-lock feature is illustrated in Fig. 1.3.
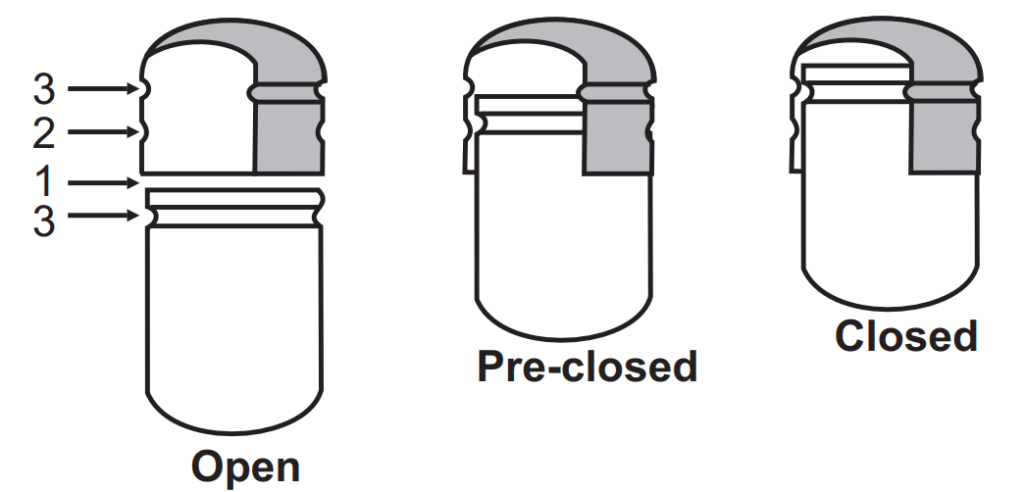
- The tapered rim prevents faulty joins
- These indentations prevent the pre-closed capsule from opening too early.
- These grooves lock the two halves together after filling (SNAP-FITTM principle)
Finishing of Capsules
- Pan Polishing: The accelacota tablet coating pan is issued to dust and polish capsules. A polyurethane or cheesecloth liner is placed in the pan and the liner is used to trap the removed dust as well as to impart a glossy texture to the capsules.
- Cloth Dusting: In this method, the filled capsules are rubbed with a cloth that may or may not be impregnated with inert oil. This method is hand operation and improves glossy to the capsules.
- Brushing: In to the automatic polishing equipment capsules are fed under rotating soft brushes. Brushes remove dust from the surface of the capsule. This equipment is also connected to vacuum which removes the dust immediately. During operation, scratches may develop on the capsules or sometimes deformation takes place.
Rotosert
It is a mechanical sorting machine that removes unfilled powder or unfilled bodies or loose caps. Rotofil is a capsule filling machine that is specifically designed to fill pellets.
Storage and Stability
Finished hard-gelatin capsules normally contain an equilibrium moisture content of 13% to 16%. This moisture acts as a plasticizer and thus is critical to the physical properties of the shells. At lower moisture contents (< 12%), shells become too brittle; at higher moisture contents (> 18%), they become too soft. It is best to avoid extremes of temperature and to maintain a relative humidity of 40% to 60% when handling and storing capsules.
Manufacturing Defects
During the manufacturing of hard gelatin capsules which involves several steps like Dipping of stainless steel, trimming, stripping, joining of cap and body of capsule. So, during several operations few defects are formed at this stage only like:
Major defects:
- Capsules are not specified type i.e hard shell formation.
- It may have cracks, breaks, pinholes, or splits, losing its integrity.
- Color variation, and non-uniformity of appearance.
- Surface spots and embedded particles on capsules.
- The body and cap are not uniform and do not fit properly.
Minor defects:
- The capsule’s surface is not smooth.
- Opacity is not proper.
- There are pits, dents, thin areas, specks, spots, or blemishes.
- Capsules are not free of adhering surface spots.
Quality Control Test
Disintegration Test: According to B.P., which applies to both hard and soft capsules:
- Introduce one capsule in each tube and suspend the apparatus in a beaker containing 60 ml water at 370 C.
- If hard capsules float on the surface of the water, then a disc may be added.
- Operate the apparatus for 30 minutes. Remove the assembly from the liquid.
- The capsules pass the test if no residue remains on the screen of the apparatus.
Weight variation:
- Weigh 20 capsules individually and determine the average weight.
- The individual wt should be within the limit of 90-110% of average weight.
- If not all of the capsules fall within the limit, weigh, weigh 20 capsules individually again.
- Remove the net content of each capsule with the aid of a small brush.
- Weight the empty shell individually. Net weight of contents individually = Weight of shell − Gross weight.
- Determine the average net content from the sum of individual net weight.
- Then determine the differences between each individual net content and average net content.
Limits: Not more than 2 of the differences are greater than 10% of the average net content.
Content Uniformity:
- 10 capsules are taken and subjected to assay.
- 9 of 10 capsules should be in the range of 15% (85 – 115%).
- 10th capsule is beyond the ± 15% range, the 20 capsules are assayed.
- All capsules within range of ± 25% (75 – 125%).
Moisture Permeation Test
- The degree and rate of moisture penetration are determined by packaging the dosage unit together with a color is reveals a desiccant pellet.
- Expose the packed unit to known relative humidity over a specified time.
- Observe the desiccant pellet for color change.
- Any color change indicates absorption of moisture.
- By measuring pre-test weight and protest weight of pellet, the amount can be calculated.
Bloom Strength of Gelatin
- Gelatin is weighed into the water to typically create a 6.67% solution in standard bloom bottles.
- The mix is then stirred and kept for 3 hours at room temp.
- Bottles are placed in a 65o C bath for 20 minutes,
- Allow the bloom jars to cool for 15 minutes at room temperature
- They are then conditioned for 16 hrs in a 10o C water bath.
- When conducting a gelatin bloom test, the bloom jar is centered with the probe just above the sample surface.
- The probe penetrates the gelatin to a target depth of 4 mm at a speed of 0.5 mm/sec and then retracts.
- The peak force is a gel strength in grams bloom.
- Bloom may range between 150 – 250 g.
Viscosity: The viscosity for gelatin may range from 25 – 45 millipoise.
Iron content: Gelatin used in the manufacturing of gelatin capsules should not be more than 15 ppm of iron.
Make sure you also check our other amazing Article on : Formulation and Manufacturing Considerations of Syrups